
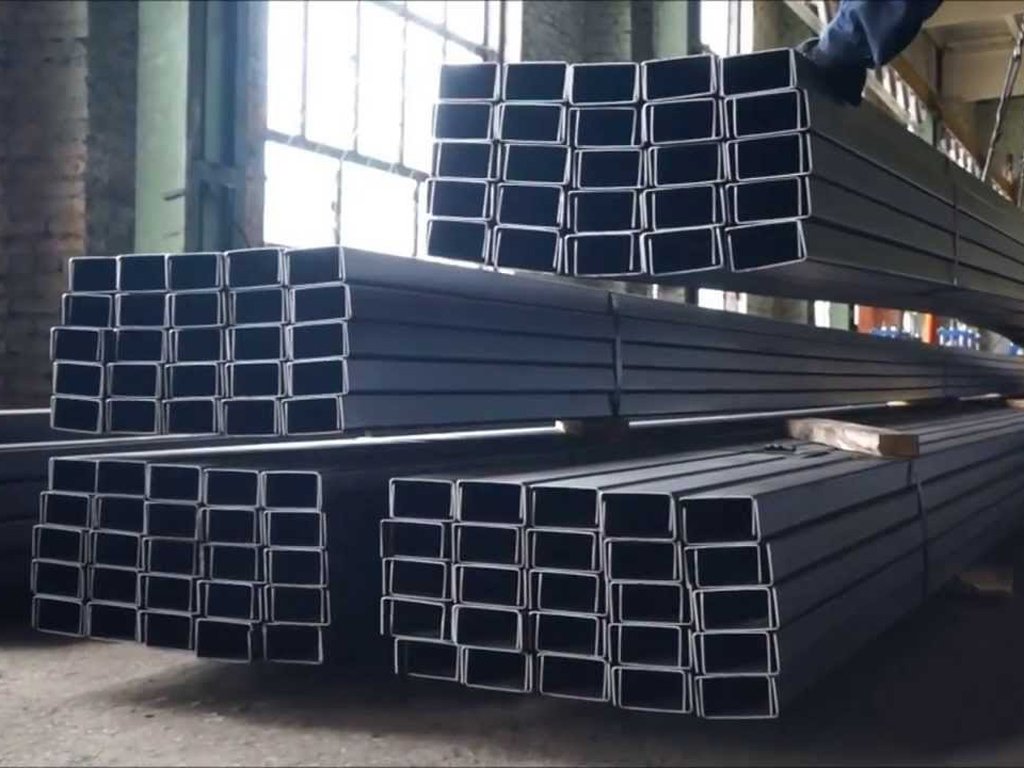

Klasyczny kanał ma profil w kształcie litery U, który może wytrzymać dość duże obciążenia, a jednocześnie ma niewielką wagę. Jego cechy konstrukcyjne są wyższe niż w przypadku konwencjonalnego profilu prostokątnego, a inne zalety są dość oczywiste. Wygięty kanał to odmiana klasycznej wersji, która służy również do tworzenia konstrukcji metalowych. Główną różnicą między tym produktem a walcowaniem na gorąco jest to, że jest zaokrąglony narożnik zewnętrzny.
Spis treści
Zakres giętego kanału
W budownictwie takie produkty są często stosowane, ponieważ zapewniają znaczny wzrost kosztów budowy. Średnio użycie takich konstrukcji metalowych zapewnia do 20% oszczędności metalu. Trzeba również powiedzieć, że masa przyszłej konstrukcji będzie niższa niż przy użyciu innych elementów konstrukcyjnych, a niezawodność pozostanie równie wysoka.

Waga wygiętego kanału zależy od jego wielkości. Zwykle stosowana jest wartość teoretyczna, która jest obliczana z pewnym błędem. Na przykład waga jednego metra wynosi około 1 kg (1,03) dla produktu mającego h: b: s 32: 20: 2, a przy stosunku 120: 70: 4 jest większa niż 8 kg (8,32).
Główne obszary, w których stosuje się wygięty kanał, to rama okładzinowa ścian wewnętrznych lub zewnętrznych. Nadaje się również do tworzenia dowolnych przegród, półek lub innych struktur do przechowywania.
Produkcja giętego kanału
Kanał tego typu jest produkowany zgodnie z GOST. Może to być równa półka, której produkcja jest regulowana przez GOST 8278, a nierówna półka - GOST 8281. Zasadniczo produkcja giętych profili stalowych powinna być prowadzona z uwzględnieniem GOST 11475. Norma ta dotyczy giętych profili stalowych o różnych kształtach, które są wytwarzane na specjalnych maszynach z używając pustych miejsc:
- Walcowane na gorąco. Technologia walcowania na gorąco polega na zmianie siatki krystalicznej stali. Ta metoda produkcji sprawdziła się w produkcji belek, kanałów i innych prostych form.
- Walcowane na zimno. Wygięty kanał stalowy jest również uzyskiwany z wyrobów walcowanych na zimno. Ta metoda produkcji pozwala tworzyć produkty o podwyższonej (20%) odporności na odkształcenia. Technologia ta wymaga pracy w stosunkowo niskiej temperaturze, więc sieć krystaliczna stali się nie zmienia.
- Niskostopowe. Stale te mają specjalne dodatki stopowe, które zwiększają ich wydajność. Oczywiście koszt takich produktów będzie wyższy niż w dwóch pierwszych przypadkach, jednak niezawodność wzrośnie.
Muszę powiedzieć, że takie profile, niezależnie od rodzaju surowca, można montować na dwa sposoby. Pierwsza opcja polega na zastosowaniu połączenia śrubowego, a druga - spoinie.

Profile są wytwarzane na specjalnych jednostkach, więc od momentu dostarczenia surowców do warsztatu, aż do otrzymania gotowego produktu, przechodzi kilka etapów. Technologia pracy zależy od wybranej metody profilowania. Jeśli odbywa się to w sposób ciągły, cięcie jest wykonywane przez samą jednostkę po uformowaniu segmentu o określonej długości. Alternatywą dla tej opcji jest profilowanie elementów. Polega ona na wstępnym przycięciu przedmiotu obrabianego, a następnie przesłaniu go do urządzenia, które tworzy wygięty kanał.
Profile są wytwarzane na maszynie, dlatego obniżenie jakości produktów jest możliwe tylko wtedy, gdy kalibracja rolek nie została przeprowadzona poprawnie. Głównymi wadami gotowego produktu są półksiężyc, który jest krzywizną w płaszczyźnie poziomej, spiralny, falistość, zgięcie i zniekształcenie kształtu.
Specyfikacje produkcyjne
Przy produkcji profili giętych dozwolone jest stosowanie tylko stali niektórych gatunków. Na powierzchni produktów nie powinno być żadnych pęknięć, zlewów, walcowanej zgorzeliny, różnych zanieczyszczeń i obrzęków. Zgodnie z normą 11474 dozwolone są pojedyncze nacięcia, ryzyko, odciski palców lub zwinięte bąbelki, które nie utrudniają wykrycia wad.
W rzeczywistości wygięty kanał nie ma tak wielu różnic od standardu, ale nawet laik może rozróżnić dwa rodzaje tych produktów.
Krawędzie i końce elementów nie powinny mieć nacięć, rozwarstwień ani zaciśniętej krawędzi. W niewielkiej ilości, nacięcia i wgniecenia są dopuszczalne, jeśli nie wyświetlają wymiarów produktu jako wartości nominalnej. Obecność pęknięć jest nie do przyjęcia dla pierwszej grupy pod względem jakości, ale dla drugiej mogą mieć długość do 10 mm na zakręcie dla profilu o grubości 2 mm. Jeśli ten parametr mieści się w zakresie 2..5 mm, wówczas długość może już wynosić 15 mm, a dla grubości większych niż 5 mm - 20 mm i więcej.
Kanał wygięty GOST 8278 83
Ta norma reguluje produkcję giętej stali giętej z jednakową wygięciem. Dotyczy to wszystkich produktów tego typu uzyskanych za pomocą walcarek do walcowania z wykorzystaniem kęsów ze stali walcowanej na gorąco lub walcowanej na zimno, a także o niskiej zawartości węgla lub niskostopowego. Podczas procesu produkcji należy przestrzegać pewnych wymagań, na przykład ograniczać odchylenia.
Zgodnie ze standardem 8278 są one wybierane z uwzględnieniem dwóch parametrów: dokładności profilowania produktu i wysokości jego ściany. Gdy ściana profilu jest mniejsza niż 50 mm, dopuszczalne jest odchylenie 0,75 mm dla klasy wysokiej dokładności. Dla zwiększenia dokładności - 1 mm i dla normalnego 1 mm. W granicach 50..100 mm odchylenia wyglądają odpowiednio: 1,25, 1,3, 1,5 dla trzech klas dokładności. W zakresie od 100 do 150 mm, przy wysokiej (i zwiększonej) dokładności profilowania i grubości ścianki większej niż 2,5 mm, możliwe jest odchylenie 1,5 mm, a dla normalnej - 2 mm.
Tutaj podajemy tylko część wymagań, pomijając większość informacji statystycznych zawartych w tabelach podanych w GOST. Aby go przestudiować, możesz odwołać się do źródła, ale w większości przypadków potrzebują go tylko wąscy specjaliści.
Odchylenia od kąta 90 stopni powinny wynosić nie więcej niż 1 stopień 30 minut dla szerokości półki mniejszej niż 10 cm i 1 stopień dla dużych rozmiarów. W przeciwnym razie kanał, na którym obciążenie będzie dość wysokie, może z nim nie poradzić i spowoduje uszkodzenie lub zawalenie się konstrukcji.
Zgodnie ze standardem 8287 długość giętego profilu można wybrać w zakresie od 3 do 11,8 m. Jeśli zastosowane zostaną niezmierzone długości, nie mogą one przekraczać 7% masy partii. Dozwolone jest również wytwarzanie długości, które są wielokrotnościami wymiarów. Wielkość maksymalnych odchyleń długości dobierana jest w zależności od długości. W przypadku produktów 6-metrowych dokładność cięcia może wynosić +40 mm, a dla długości powyżej 7 m: 40 mm + (5 mm * liczba_metrów).
Kanał gięty GOST 8281 80

Norma reguluje profil o nierównym profilu. Zgodnie z tym dokumentem kanał może być wykonany z wrzącej stali węglowej lub półsztywnej o tymczasowej wytrzymałości na rozciąganie większej niż 460 jednostek. Dopuszczalne jest również wytwarzanie ze spokojnych materiałów węglowych i niskostopowych o tej samej wytrzymałości na rozciąganie.
Odchylenie grubości nie dotyczy miejsca gięcia, a maksymalne odchylenia od 90 stopni są wybierane w zależności od szerokości półki i występują w trzech kategoriach: do 100 mm, powyżej 100 mm, wysoka dokładność. Nierówny kanał gięty może wynosić od 4 do 11,8 m. Podstawowe zasady w tym przypadku są takie same jak dla profili o równej półce.
Podsumowując, zauważamy, że powyżej zbadaliśmy główne typy giętych kanałów, rozmawialiśmy o ich zastosowaniu, produkcji i standardach, których działanie dotyczy tych produktów.



Niestety, nie ma jeszcze żadnych komentarzy. Bądź pierwszy!